")
")
")
")
The keys for a good field joint coating are adhesion, integrity and training.
The keys for a good field joint coating are:
Adhesion
Adhesion of the PP (or PE) top coat to the fusion bonded epoxy and the factory applied top layer:
- FBE’s (Fusion Bonded Epoxy) gel time (the point where the epoxy starts to become more stringy and viscous) varies according to the temperature;
- Tie layer - interlocked layer of FBE and PP or PE which needs to be flock sprayed simultaneously and to be applied on the FBE before it had time to fully gel.
- IBIX PP 10 needs to be applied layer by layer, and a non homogeneous stratum should never be covered by the successive layer before it has had the time to coalesce. The distance from the flame to the substrate has to be approximately 5 cm.
- IBIX® Spartacus Oil & Gas System with its patented Centurion wide spray pattern gun allows appropriate application of FSPP and FSPE preventing overheating1, hence coating oxidation and allowing fully fused coating with no voids or layering.
Note1: Overheating the powder can result in thermal degradation involving polymer chains chemical alterations, like oxidation, random chain scission or crosslinking, etc. This can be prevented by the addition of thermal stabiliser in the polymer mix, like antioxidants.
Integrity
The PP film needs to be free from voids, and from layering;
Flexibility
Integrity is a prerequisite, but flexibility is also determined by the crystallisation process:
- Engineering polypropylene are generally copolymerised with ethylene to make the material tough yet flexible;
- Crystallization affects optical, mechanical, thermal and chemical properties of the polymer: if the level of crystallinity is too high, it will impair the flexibility of the material.
- Polypropylene crystallizes at around 110°C: leaving the polymer to cool down naturally to below this temperature will enable it to develop maximum crystallinity. But in order to remain flexible, the polymer chain needs to be ‘frozen’ in the amorphous state and this is achieved by quenching: Cooling down the field joint with water before it naturally cools down to 110°C.
Training
IBIX® Training Team is available to provide training at the customers’ site in order to qualify coaters.
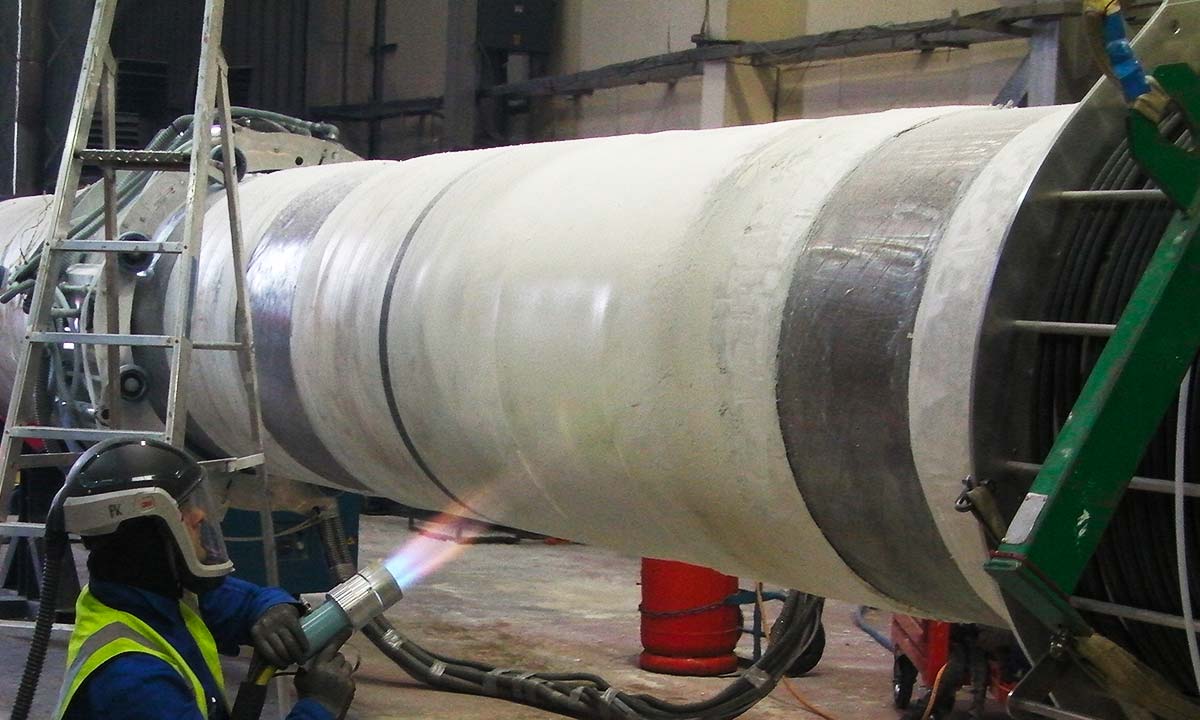
Flame Spraying a Pipe Joint - the Process:
- Grit-Blasting;
- Induction Heating;
- Fusion Bonded Epoxy2 spraying (Manual or Automatic);
- Tie layer (simultaneous spraying FBE+PP/PE);
- PP/PE Top Coat Flame Spray;
- Water Quench.
Note2: Selected liquid epoxy primers can be used instead of FBE’s with lower heating requirements then reducing overall energy costs.







